
پچھلے دو سالوں میں ، دھاتی موبائل فون انڈسٹری میں ایک گرم مقام بن چکے ہیں ، اور وہ صارفین کے الیکٹرانک مصنوعات میں زیادہ سے زیادہ وسیع پیمانے پر استعمال ہوتے ہیں۔ اس مضمون میں دھاتی پروسیسنگ کی متعدد ٹیکنالوجیز اور متعلقہ مصنوعات کی ایپلی کیشنز کو تفصیل سے متعارف کرایا گیا ہے۔
مثال کے طور پر:
1. CNC+ anode: آئی فون 5/6 ، HTC M7

2. فورجنگ + سی این سی: ہواوے پی 8 ، ایچ ٹی سی ایم 8

3. ایک ڈائی معدنیات سے متعلق: سیمسنگ A7


5. مہر لگانا + سی این سی: ہواوے میٹ 7

معدنیات سے متعلق
دھات کی معدنیات سے متعلق پگھلا ہوا دھات کو اعلی درجہ حرارت کے خلاف مزاحم مواد سے بنے کھوکھلی مولڈ میں انجیکشن کرنا ہے ، اور مطلوبہ شکل کی مصنوعات کو حاصل کرنے کے ل cond گاڑھا ہونا ہے۔ حاصل کردہ مصنوعات کاسٹنگ ہے۔
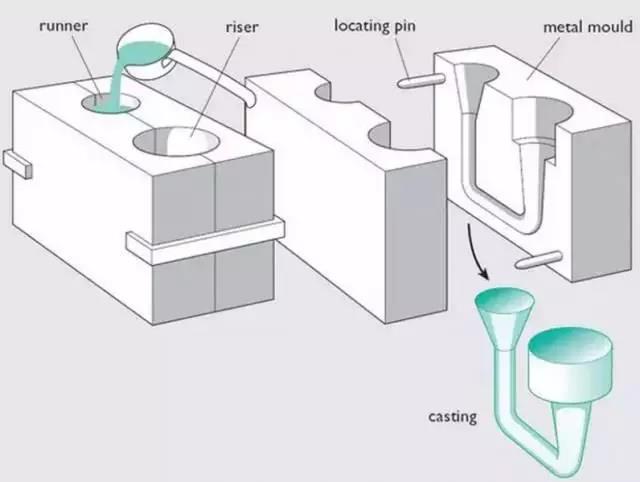
کاسٹنگ درجہ بندی
ہائی پریشر کی کارروائی کے تحت ، مائع یا نیم مائع دھات تیز رفتار سے ڈائی کاسٹنگ مولڈ (ڈائی کاسٹنگ سڑنا) کی گہا کو بھرتی ہے ، اور کاسٹنگ حاصل کرنے کے لئے دباؤ کے تحت تشکیل اور مستحکم ہے۔
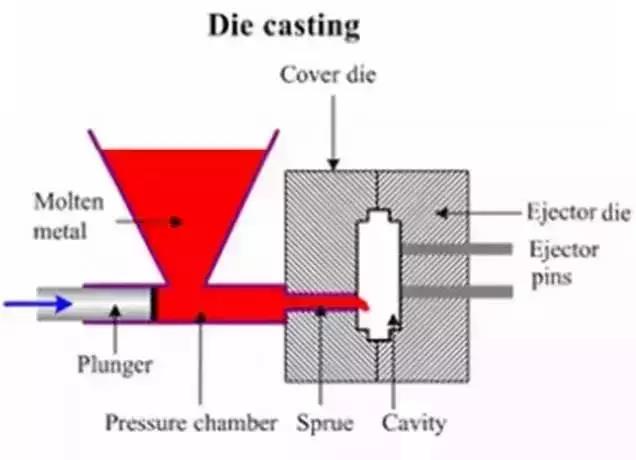
تاہم ، عام ایلومینیم ڈائی کاسٹنگ کے عمل میں یہ مسئلہ درپیش ہے کہ ہموار ایلومینیم آکسائڈ فلم کا علاج کرنا مشکل ہے۔ اس کی وجہ یہ ہے کہ سڑنا کے تمام علاقوں میں بہاؤ کو بہتر بنانے کے لئے سلیکن کو خام مال میں شامل کیا جاتا ہے۔ لہذا ، اگر آپ ایلومینیم ڈائی کاسٹنگ کو رنگ دے رہے ہیں تو ، پینٹنگ کے بعد یہ اپنا پریمیم احساس کھو سکتا ہے کیونکہ یہ پلاسٹک کی طرح لگتا ہے۔

جعلی
1. ہتھوڑا یا اسمتھ فورجنگ
ایک ہی طریقہ ہتھوڑا جعل سازی یا لوہے کو جابرا کرنے کے لئے استعمال کیا جاتا ہے ، جو کام کے پیسوں کو جعلی درجہ حرارت پر گرم کرنا ہے اور اسے فلیٹ ہتھوڑے اور ڈرل پلیٹ کے درمیان جعل سازی کرنا ہے۔ چھوٹے ٹکڑوں کو ہاتھ سے آئرن جعلی کہا جاسکتا ہے۔ بڑے ٹکڑوں کے لئے ، ایک بھاپ ہتھوڑا (بھاپ ہتھوڑا) استعمال کرنا چاہئے ، جیسا کہ تصویر کے مطابق۔ ان میں ، ورک آبجیکٹ ڈرل پلیٹ اور فلیٹ ہتھوڑے کے درمیان رکھی گئی ہے۔ جہاں تک بھاپ ہتھوڑے کی ساخت کا تعلق ہے ، اس کا انحصار جعلی صلاحیت پر ہے۔ روشنی کی قسم ایک واحد فریم قسم ہے ، اور بھاری قسم ایک ڈبل فریم قسم ہے۔
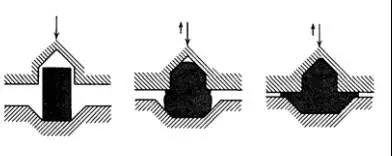
3. دباؤ جعلی (جعلی) | دبانے دبائیں
پریشر فورجنگ ایک جعلی طریقہ ہے جس میں دھات کو آہستہ دباؤ کے ساتھ مرنے میں نکالا جاتا ہے۔ چونکہ دھات کو ایک طویل وقت کے لئے زبردستی کا نشانہ بنایا جاتا ہے ، لہذا اخراج کا اثر نہ صرف فورجنگ کی سطح پر ہوتا ہے ، بلکہ ورک پیس کے مرکز میں بھی ہوتا ہے۔ لہذا ، ، اندرونی اور بیرونی یکسانیت کے اثر کو حاصل کرسکتے ہیں ، اور اس کی مصنوعات کا معیار ہتھوڑا سازی کے مقابلے میں بھی بہتر ہے۔
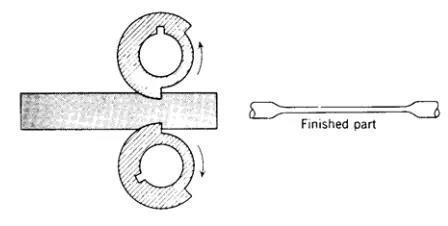
فورجنگ موبائل فون کی کاسنگ کے عمل میں استعمال ہوتی ہے ، جو CNC کے وقت کو مؤثر طریقے سے کم کرسکتی ہے ، تاکہ لاگت نسبتا low کم ہو۔ اور ایلومینیم مرکب کے ساتھ ایلومینیم کے مواد کے ساتھ 95 ٪ سے زیادہ کا مواد انوڈائزنگ کے لئے منتخب کیا جاسکتا ہے۔ مینوفیکچرنگ کا عمل: سب سے پہلے جعل سازی کے ذریعہ موٹی موبائل فون کے ساختی حصے حاصل کریں۔ پھر سی این سی مل غیر ضروری حصوں کو باہر نکالیں۔ NMT دھات + پلاسٹک کے مربوط ساختی حصے حاصل کرتا ہے۔ انوڈائزڈ سطح کا علاج ؛ اور آخر میں اینٹینا کا احاطہ گلونگ۔جیسے اوپو R7/R7 پلس ، جیسا کہ ذیل میں دکھایا گیا ہے

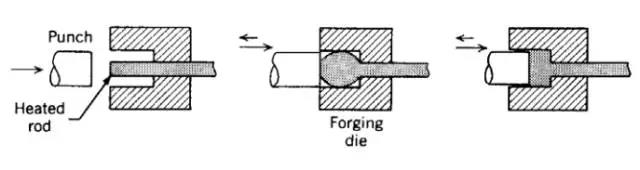
رول فورجنگ کا اصول نیچے دیئے گئے اعداد و شمار میں دکھایا گیا ہے۔
چھدرن
میٹل چھدرن ایک دھاتی کولڈ پروسیسنگ کا طریقہ ہے ، جسے سرد چھدری یا شیٹ میٹل چھدرن بھی کہا جاتا ہے۔ مکے لگانے والے سامان کی طاقت کی مدد سے ، دھات کی چادر براہ راست سڑنا میں طاقت کے ذریعہ تشکیل دی جاتی ہے۔ مکے ہوئے حصے گھریلو آلات کی تیاری اور تیاری میں بڑے پیمانے پر استعمال ہوتے ہیں۔
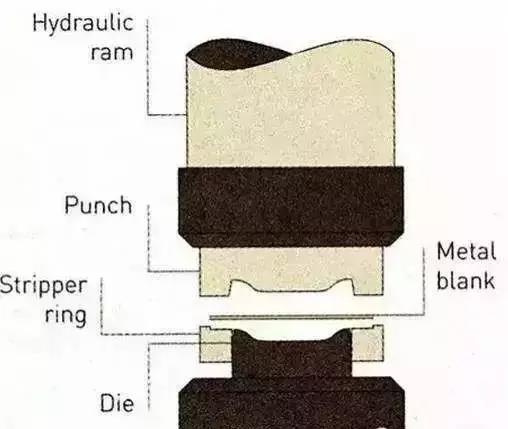
دستکاری کا عمل:
1. مولڈ ٹیبل پر دھات کی پلیٹ کو ٹھیک کریں
حال ہی میں لانچ ہونے والا ریڈمی نوٹ 3 میں دھات کے بیک کور کا استعمال کیا گیا ہے جس میں مہر ثبت کی گئی ہے۔
مہر لگانے کا براہ راست فائدہ لاگت کی بچت ہے۔ اس کے لئے نینو انجیکشن مولڈنگ کی ضرورت نہیں ہے ، اور پیسنے کے بعد براہ راست انوڈائزڈ ہے۔ بڑے پیمانے پر پیداوار تیزی سے بڑھ جاتی ہے۔ لیکن اس ٹکنالوجی کا نقصان یہ ہے کہ جسم کے اوپری اور نچلے سرے کو پلاسٹک سے چھڑایا جانا چاہئے۔ پیچیدہ داخلی ڈھانچہ نہیں کرسکتا ، صرف پچھلے سرورق کے لئے استعمال کیا جاسکتا ہے۔
CNC | سی این سی مشین ٹول
سی این سی کو عام طور پر "سی این سی مشین ٹول" کے نام سے جانا جاتا ہے ، جو ایک خودکار مشین ٹول ہے جو کسی پروگرام کے ذریعہ کنٹرول کیا جاتا ہے۔ کنٹرول سسٹم منطقی طور پر کنٹرول کوڈز یا دیگر علامتی ہدایات کے ساتھ پروگراموں پر کارروائی کرسکتا ہے ، اور کمپیوٹر ڈیکوڈنگ کے ذریعہ ، مشین ٹول مخصوص اعمال کو انجام دے سکتا ہے ، اور اصل دھات کی پلیٹ کا ایک ٹکڑا طویل عرصے تک عمل میں لایا جاتا ہے ، اور آخر کار مطلوبہ شکل میں بنا دیا جاتا ہے۔
آئی فون 5 اور 6 ایک ہی ٹکڑے میں ایلومینیم کھوٹ سے بنے ہیں ، یعنی جسم اور فریم ایلومینیم کھوٹ سی این سی کے ایک ہی ٹکڑے سے بنے ہیں۔ تاہم ، موبائل فون کے ریڈیو فریکوینسی سگنل کے مسئلے پر غور کرتے ہوئے ، جسم کو کئی حصوں میں تقسیم کیا جائے گا ، عام طور پر اوپری اور نچلے حصے۔ آخر میں انجیکشن مولڈنگ اور دیگر پارٹیشنز کا انتخاب کریں۔
اعلی معیار کی ظاہری شکل حاصل کرنے کے ل surface ، سطح کے علاج جیسے انوڈائزنگ ، سینڈ بلاسٹنگ ، پالش وغیرہ بھی انجام دیئے جائیں گے ، جس کے نتیجے میں ایک انوکھا رنگ اور ہموار رابطے ہوں گے۔
--------------------------------------------------------------------- اختتام -----------------------------------------------------------------------------
ربیکا وانگ کے ذریعہ ترمیم کریں



